
濟南市鴻慷機電設備有限公司位于交通便利的泉城濟南,是全球生產滾動軸承和直線運動產品的領導企業---德國舍弗勒集團在山東的授權代理商。公司專營舍弗勒集團旗下兩大品牌INA軸承和FAG軸承,是一家順應經濟發展需要而誕生的專業化新型高端軸承公司。多年來一直從事軸承的銷售和售后技術支持,在機械行業技術方面有著非常豐富的經驗,今天濟南鴻慷機電進口軸承專家為大家介紹一下6大高碳鉻鋼制軸承套圈熱處理缺陷。
高碳鉻鋼制軸承套圈在熱處理過程中,由于軸承鋼材料缺陷、熱處理工藝、加工設備以及人為因素等導致了套圈組織過熱、欠熱、裂紋、變形超差、脫碳超標、套圈部分硬度偏低、以及磕碰傷等缺陷。
1.過熱
高碳鉻鋼制軸承套圈淬火后組織應為隱晶、細小結晶或小針狀馬氏體。而圖1所示出現粗大針狀馬氏體是明顯的過熱組織。這種顯微組織超過《JB/T1255——2014滾動軸承 高碳鉻軸承鋼零件 熱處理技術條件》標準規定。這種顯微組織會導致軸承的韌性下降,抗沖擊性能降低,軸承的壽命也降低。過熱嚴重甚至會造成淬火裂紋。其原因淬火加熱溫度過高或加熱保溫時間太長造成,也可能是原材料碳化物帶狀嚴重或者退火組織碳化物大小分布不均勻。采取的措施合理選擇加熱溫度、加熱時間。按材料標準選用,嚴格控制碳化物帶狀。提高退火質量,如遇停電、設備故障等及時采取有效措施。
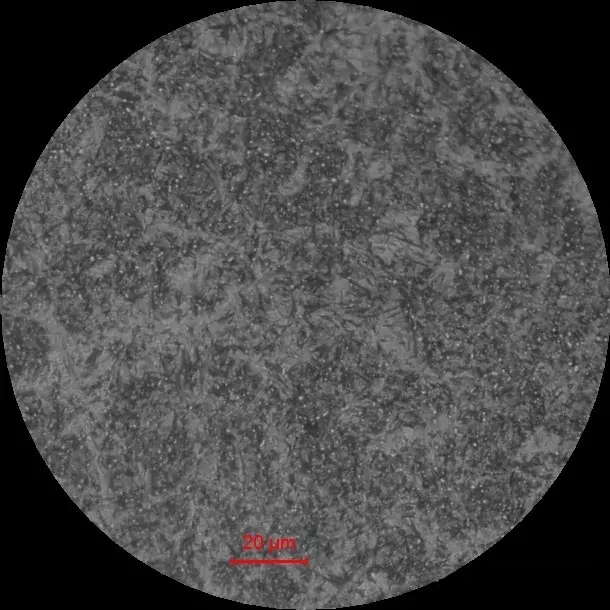
圖1
2.欠熱
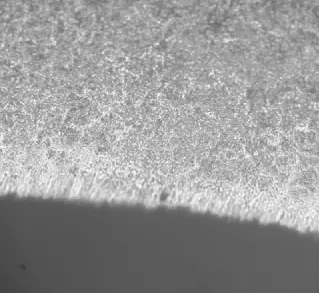
Gr15鋼制軸承套圈淬火后組織出現較為明顯針狀如圖2或較大團塊狀圖3托氏體超過《JB/T1255——2014滾動軸承 高碳鉻軸承鋼零件 熱處理技術條件》規定,稱為欠熱組織。它使硬度下降,耐磨性急劇降低,影響軸承壽命。產生原因淬火溫度偏低,保溫時間不夠或冷卻不良,采取的措施是適當提高淬火加熱溫度和保溫時間,調整淬火冷卻介質的冷卻能力等。
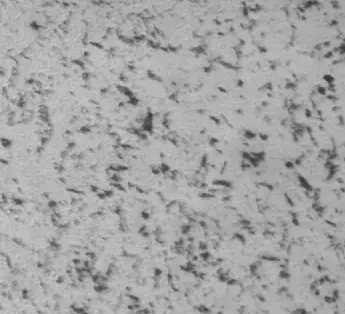
圖2
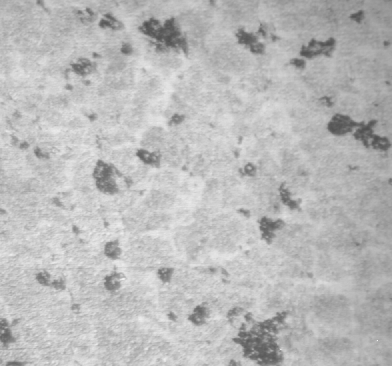
圖3
3.淬火裂紋
軸承零件在淬火冷卻過程中因內應力所形成的裂紋(見圖4)稱淬火裂紋。造成這種裂紋的原因有:軸承套圈淬火后內外徑或平面有細而且長的裂紋,用線切割機切開觀察裂紋處沒有明顯的脫碳如圖5所示。

圖4
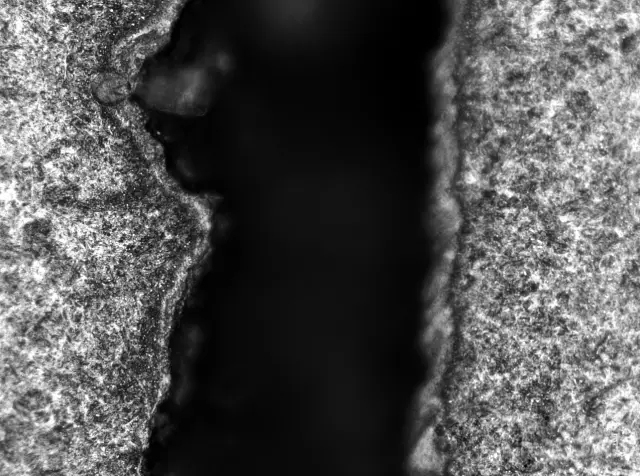
圖5
產生原因:淬火溫度過高或在淬火溫度上限保溫時間過長,冷卻太快,油溫度或淬火油中含有水分超標,以及車加工產生的應力集中等。采取的措施:降低淬火加熱溫度,確保套圈在適宜的加熱溫度和保溫時間下加熱,淬火油溫度在90℃左右,確保淬火油中含水分低于0.1%。
4.表面脫碳
軸承套圈淬、回火拋光后發現表面有明顯的麻點,線切割后觀察縱斷面發現脫碳層深度遠遠超過標準的規定(見圖6)。其原因是套圈在淬火加熱過程中,淬火加熱爐內的碳勢低,經調查是由爐頂滴入甲醇的孔其中有一個被堵塞,導致滴入爐內甲醇量少所致。采取的措施為防止爐頂進氣管結碳,影響保護氣氛碳勢,要求操作工每班必須疏通1~2次。

(a)外觀
(b)金相
圖6 套圈脫碳圖片
5.磕碰傷
套圈淬、回火后發現有明顯的磕碰傷如圖7所示,導致套圈報廢。其原因在熱處理過程中,工件在生產線掉落油槽過程中、接口處(如冷熱清洗劑之間、冷清清洗機和回火爐之間)和回火爐落料口產生磕碰傷。采取的措施在熱處理生產線各個接口處(如冷熱清洗劑之間、冷清清洗機和回火爐之間)和回火爐落料口加裝后耐熱橡皮,防止產生磕碰傷。

(a)

?(b)
圖7 淬火套圈磕碰傷圖片
6.變形
軸承套圈在淬火加熱和冷卻以及組織轉變過程中,不可避免的產生熱應力和組織應力,這種應力的變化導致了套圈發生變形。套圈淬火變形除了本身剛性有關外還有如下因素:原材料成分,組織不均勻,退火組織不均勻,裝爐量大,淬火加熱溫度過高,淬火加熱不均勻;冷卻過程中冷卻不均勻以及在冷卻過程中發生碰撞等。因此,為了減少變形盡量采用較低的淬火加熱溫度和適當的保溫時間,同時要求退火組織為均勻碳化物顆粒,適當提高淬火冷卻油的溫度等。
如果您對山東進口軸承、FAG軸承、INA軸承感興趣或者有疑問的話,請點擊聯系我們網頁右側的在線客服,或致電:400-086-9890,山東進口軸承供應商——您全程貼心的采購顧問。
——責任編輯:濟南鴻慷機電設備公司01銷售顧問
版權所有m.lianzhicaiwu.com(濟南鴻慷)轉載請注明出處



















